
. ски PRO : Алпийски ски сервиз - КАНТОВЕ - 05 Ноември 2015 - 14:06
Част 3
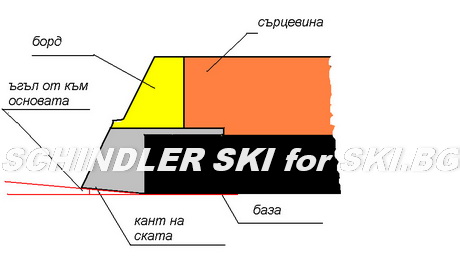
СКИ СЕРВИЗ. Работната повърхност на кантовете на алпийските ски има две обработваеми страни – странична откъм борда и долна откъм базата на ските. На снимката се виждат в разрез кантът, пластмасовият слой – базата, сърцевината на ската от дървен ламинат и слоят от смола/стъклопласт покриващ ската.
При заточване на кантовете обикновено се започва с почистване на машина на долната повърхност на ската с шкурка, при което се постига равна повърхност на канта откъм основата и пластмасата. По-добър резултат по отношение на изравняване повърхността на ската се постига, с шлайфане на долната повърхност с камък, което принципно е част от процеса при създаване на нова структура.
Това подравняване на канта е необходимо, тъй като по време на каране материалът на канта се изнася странично спрямо абразивното въздействие на снега именно в тази посока и води и до образуване на „мустаци” от метал.

След като ската се почисти и подравни, ъглите на заточване на канта трябва да се коригират до желаните стойности. При заточване на канта откъм основата, той трябва да се отнеме точно до нивото на пластмасата, за да се постигне търсеният резултат на повдигане на режещия ръб от снега, което е трудно посредством автоматична машинна обработка, ето защо този етап често се прескача.
Ъглите на заточване на ските откъм базата се движат от 0 до 0,5 за слаломни (с малък радиус) ски и стигат до 1,5 – 2 градуса за ските предвидени за по-висока скорост и с по-голям радиус. При избора на ъгъл трябва да се има предвид, че малките ъгли означават по-лесно и бързо поставяне на кант за ската и съответно по-бърза реакция, което обаче не е желателно при ски за по-високи скорости. За любителски ски 1,5 градуса дават добър комфорт на каране, без прекалено бързо захапване на канта, което, особено при по-меки писти, е по-скоро неприятно и изисква повече опит. Ръчното заточване се прави с помощта устройство позволяващо подържането на пилата в искания (фиксиран или настройващ се) ъгъл. Заточването (движението на пилата) е в посока от върха към края на ската.

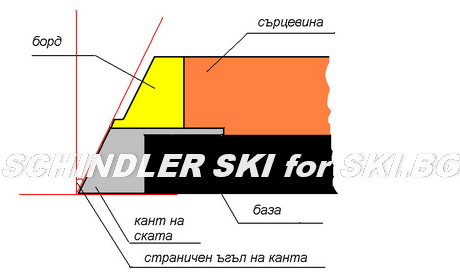
Какво следва да се вземе предвид ако имаме възможността да изберем ъглите на заточване на ските? При машинно заточване кантовете на ските обикновено са странично заточени на 88 – 89 градуса. Странично кантът на нова пистова ска е обикновено 88 градуса, което се е наложило като най-удачен ъгъл за любители. Увеличаването на този ъгъл е обикновено до 87-85 за състезателни ски с малък радиус, като при някои състезатели се споменава за използване на слаломни ски с до 83 градуса. При ските за по-бързите дисциплини този ъгъл става 88-89-90 градуса. Трябва да се спомене, че при по-агресивно заточване, когато поставите ската плоско, кантът започва да хапе и да пречи на ската да се държи спокойно при движение направо, което е и една от причините по-агресивните стойности да се използват само в случаите, в които ската ще се кара основно на кант и ще се използва на твърди, добре обработени писти. За извънпистовите ски страничният ъгъл е около 90 градуса. Приема се, че при тях условията са стандартно по-меки (необработени) и една агресивна настройка само би попречила на спокойното поведение на ската.
При всички случаи ъглите на заточване на кантовете трябва да са съобразени с условията (твърдостта на пистата), скоростта и разбира се уменията на скиора, особено когато се говори за по-агресивно заточване. Ръчното заточване се прави с помощта на устройство, позволяващо поддържането на пилата в определен (фиксиран или настройващ се) ъгъл и се нарича винкел.

Посоката на заточване отново е в посока от върха към края на ската, като при условие, че кантът впоследствие ще бъде полиран, не е необходимо спазване на посока. Ската се поставя с автомата към работещия и трябва да се има предвид, че пилите имат посока на работа . При неспазване на посоката на пилата режещите й ръбове се чупят лесно и животът й се намалява драстично. Посоката на работа на пилата често е отбелязана върху нея със стрелка.

При спазване на правилата на обработка и при поддръжка на постоянен натиск отнемането на канта е равномерно по цялата дължина, докато машините често не успяват да постигнат този ефект и се получава неравномерно отнемане в най-широките части на ските, нещо, което при ръчната обработка се избягва.
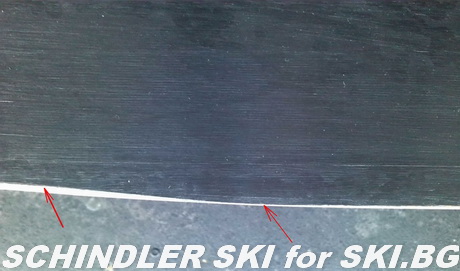
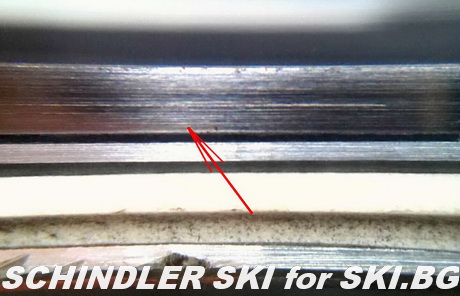
Положението на държащото пилата приспособление (винкела) гарантира при правилна работа поддържането на точно определения ъгъл, докато шкурката при машините за странично заточване на канта създава предпоставки за промяна на ъгъла на заточване в някои ограничени зони, които при по-късно ръчно заточване могат да се забележат като характерни тъмни зони (непочистени от ръждата), с видимо друг ъгъл на заточване. На снимката се вижда такава зона с характерното диагонално „надиране”от шкурката, докато по-светлата част е с надиране от пилата по дължина на канта.

Количеството на изпиления материал се контролира лесно и не се отнема излишно от него, което удължава живота на ската.
При ръчно заточване, за да се постигне една по-голяма гладкост на канта, водеща съответно до по-остър и равномерен ръб и по-голяма издръжливост, може след първоначалната обработка с по-едра пила до постигане правилна геометрия, кантът да се повтори с фина пила.
Обобщено, ако обработката на канта се направи на машина, се получават ски, чийто кант, въпреки че е прясно заточен и даже хапе, при опита да поставим ската плоско (на правите участъци) на по-твърда писта не държат и се изхабяват сравнително бързо. Зоните с дефект, с по-голям (агресивен) ъгъл на заточване са точно в началото и края на активния кант. Точно в тези зони се практикува формирането по-слабо заточен (нарочно затъпен) кант с цел по-плавно и по-лесно за контролиране поемане на ската в завоя и в по-плавно излизане от него.
Друг проблем на автоматичните машини, който трябва да се отбележи е, че при тях от едната страна трябва да влязат различно захабени ски, а от другата еднакво добре подготвени. За да се постигне равномерно добър краен резултат машините отнемат равномерно агресивно и много от всички подадени в машината ски и от канта и от пластмасата и по този начин намаляват излишно живота на ските.
Както може да се види на снимките, при заточване на ските на автоматична машина се получават характерни диагонални нарези, а при ръчната обработка те са по дължина на канта, като и двата варианта водят до получаване на кант с неравномерна повърхност, забавящ плъзгането, нещо нежелателно при подготвяне на ски за състезания. При тях след заточването с пила (достатъчно за обикновения скиор) кантовете се полират. За целта се използват специални диамантени шкурки в няколко стъпки 200, 400, 600, 800, 1000.
При подготовката на състезателни ски (дори и тренировъчни) заточването се прави в края на всеки ден или дори след няколко спускания. Това означава, че е необходимо отнемането на много малко от него за да се получи перфектен резултат. За един вече полиран кант ежедневната поддръжка се извършва отново само с полиращите шкурки, до момента, до който правилната геометрия на канта откъм базата вече чувствително се наруши и се налага подравняване на основата.
От известно време се използват и ръчни машини за заточване на кантовете. Те дават възможност за по-бързо заточване на кантовете от ръчното и избягване на част от проблемите на машинното заточване.
Дипл. Инж. Герхард Шиндлер
Ски сервиз и магазин "Шиндлер ски"
facebook.com/
Следва > част 4 - "Алпийски ски сервиз - ВАКСА"
